Strojírenské podniky stále více integrují přesné měřicí zařízení do výrobních procesů. Například tím, že ovládání stroje na sklizeň a shtampovochnoy linky mohou získat detaily s optimálních geometrických parametrů v rozmezí 01-02 mikronů. Zvláště výroba těchto prvků je důležitá v letecké a vesmírné výstavbě, což vyžaduje použití komplexních přesných komponent. Také není vyloučeno, a použití těchto technik v těžkém průmyslu, sloužící potřebám širokého publika masového trhu. Tyto továrny používají souřadnicový měřicí stroj (CMM), který umožňuje řídit výrobní procesy a disky Manipulace, šídla, pístní prvky spotřebních dílů a tak dále. D.
Princip funkce zařízení

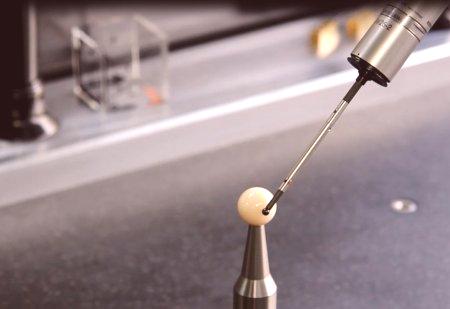
Celý proces lze rozdělit do dvou fází. Nejprve se vytvoří souřadný model nebo schéma, ve kterém jsou distribuovány kontrolní body. Počet zapisovatelných letadel se může lišit v závislosti na typu zařízení. Nejjednodušší modely snímají objekt v systému vytvořeném na osách X, Y, Z vzhledem k základnímu bodu. Více technologický 6-osý souřadnicový měřicí stroj je založen na principu paralelní kinematiky. To znamená, že operátor obdrží dynamický model ve formě zkrácené pyramidy, ve které je na pohybujícím se vozíku 6 metrů. Druhá fáze zahrnuje přímé čteníinformace o geometrických parametrech zkoumaného objektu. To se provádí pomocí snímačů nebo snímačů, které snímají cílovou část. Existují kontaktní a nekontaktní typy sond - v důsledku toho první spolupracují s pracovní plochou a druhé pracují na principu vlnového záření. Typické souřadnicové měřicí stroje na strojích obvykle pracují na piezoelektrických čidlech, které mohou být doplněny o mechanické a elektrické stykače. Jedná se o tradiční skenovací zařízení, na jehož nevýhody existuje vysoká chyba, která je dána rozdílem v síle dotýkat se sondy. A zde stojí za to uchýlit se k existujícím kontrolním metodám, které jsou pravidelně vylepšovány.
Metody kontroly
V systémech první generace byla použita metoda výpočtu geometrických dat v plazmové šabloně, dnes však podniky přecházejí na freeware. Základním rozdílem mezi těmito metodami je odmítnutí fyzických vzorů a forem, kterými byla kontrola prováděna. Nové moduly KIM používají elektronický model, který na výstupu poskytuje trojrozměrný obraz "na základě matematických výpočtů. Jaká je výhoda takového souřadnicového měřicího stroje? Za prvé, sjednocení souboru dat, které lze použít pro jiné výpočty. Shromážděné informace jsou zadávány v databázi a automaticky přenášeny do jiných oblastí kontroly, zapojených do studia sousedních částí. Nakonec je optimalizován výrobní proces a vysoce přesná montáž součástí. V tomto případě a v segmentuVolné techniky mají své vlastní technologické odvětví. Je nutné rozlišovat holografické, optické a fotogrammetrické metody kontroly. Nejslibnější je laserová metoda skenování objektu.
Vlastnosti laserového ovládání
Digitální metoda je v podstatě charakterizována flexibilitou při tvorbě modelů podporujících různé typy měření - například úhlové a lineární. Při procesu skenování je vytvořen laserový paprsek s použitím difrakčního efektu. Taková kontrola je častěji používána při výrobě hřídelů, převodových prvků, podvozku apod. S pomocí zařízení pro foto přijímače je také realizována neparalelní kontrola parametrů produktu. V tomto případě vám laserový souřadnicový měřící přístroj umožňuje určit velikost otvorů, poruchy posunutí, vibrace a další charakteristiky. V budoucnu podle výsledků diagnózy rozhodne strojník o vyrovnávání nebo částečném mechanickém vývoji jednotky. Automatická reflexe laseru se používá k měření zatížení. Tato technologie zaznamenává posunové indexy se statickým zatížením na cílovou plochu ozubených hřídelí a technických prostředků.
Charakteristika CIM
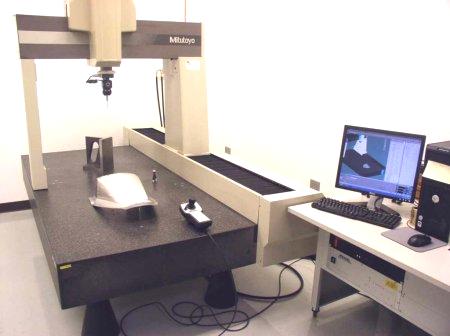
Podle jejich velikosti a konstrukce tyto stroje připomínají průmyslové obráběcí jednotky, ale hlavní výkonnostní charakteristiky se odrážejí v přesnějších řídících jednotkách a technických údajích. Ty zahrnují následující parametry typického modelu:
Chyba měření - rozsah od 01 do 01 mm.Pohyb osí v osách - 700-1000 mm a v jedné instalaci se charakter pohybu na různých osách může lišit. Maximální přípustná hmotnost obrobku - průmyslový souřadnicový měřicí stroj schopný obsluhovat díly o hmotnosti do 1000 kg Výkon - průměr 1500 W. Napětí - 380 W s povolením až 10% oscilace. Provozní teploty - 10-35 ° С. Klasifikace strojů podle způsobu řízení
Modely používající moderní metody měření, které jsou ovládány hlavně prostřednictvím vzdálených panelů. Zásada řízení programu, která je založena na práci s měřicími nástroji založenými na CNC (numerické programování), se realizuje. Hlavní část řídicích a měřicích systémů dnes pracuje v rámci kombinované schémy. Jedná se o kombinaci mechanických a elektronických ovládacích prvků s prvky automatizace. Vyspělé zařízení a vůbec poskytuje spojení stejných sond s paralelně funkční výrobní technikou, na které jsou vystaveny sousední části. Také se používá tradiční konfigurace ručního ovládání. V tomto případě je operátor souřadnicového měřicího přístroje přímo na ovládacím vedení a pracuje s technikou pomocí speciálního joysticku. Tento model se používá v plazmo-modelovaných agregátech a postupně jde do minulosti.
Klasifikace podle provedení projektu
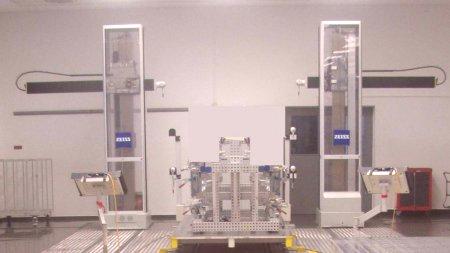
V závislosti na provozních podmínkách a úlohách zpracování lze použít horizontální, vertikální a typy mostů.CIM První verze poskytuje vysokou přesnost vzhledem k tuhosti konstrukce. V tomto případě má operátor přímý přístup k vnitřní struktuře cílového objektu. V praxi se často používají horizontální instalace při údržbě malých dílů. Vertikální souřadnicové měřicí stroje jsou považovány za nejpřesnější, proto se používají v odpovědných metrologických výzkumech. Použití takového zařízení však bude vyžadovat termostat shop, stejně jako vysoké náklady na údržbu systému. Pokud jde o mostní stroje, díky zařízení odolnému proti opotřebení umožňují práci s velkými výrobky.
Mobilní a pevné CIM
V podstatě se stacionární stroje používají na svazcích dopravníků, které jsou orientovány na specifické úkoly údržby předvalků s určitými parametry. Ale při zpracování jedinečných velkých předlitků může vyžadovat průzkum "odletu". V takovém případě budete potřebovat přenosný souřadnicový měřicí stroj, který je vybaven víceosými řídicími jednotkami. Několik funkčních rukávů s citlivými senzory analyzuje objekt na dálku odesláním dat do počítače nebo jiného zařízení, které zpracovává informace.
Použití CIM
Řídící a měřicí systémy v různých provedeních jsou potřebné v strojírenských, leteckých, metalurgických a jiných podnicích. V malých továrnách a dílnách se například často používají kompaktní ruční jednotky.Přesná kontrola v tomto případě umožňuje vyrábět exkluzivní malé části se správnou geometrií. Při složitých technologických procesech je použití souřadnicových měřicích strojů zdůvodněno samo o sobě a jako způsob kombinace několika fází výroby. Například řídicí uzel může sloužit jako středisko shromažďování informací o všech částech a podrobnostech návrhu nebo hotových technických prostředků, které minimalizují riziko chyb.
Závěr
Zavedení CIM do výrobního procesu je již dávno ukazatelem moderního přístupu k podnikatelské činnosti. Odmítnutí zastaralých přístupů k ovládacím prvkům a zařízení pomocí šablon zvyšuje jak kvalitu sestavy, tak technologickou efektivitu pracovního prostoru. Současně se v různých aspektech pravidelně zlepšuje nová generace měřicích přístrojů pro řízení geometrických parametrů. Takže pokročilý směr vývoje lze nazvat bezkontaktní laserové skenery, které se liší snadností použití a vysokou přesností analýzy. Jedinou nevýhodou progresivních systémů tohoto typu jsou vysoké náklady a vysoké náklady na službu. V této fázi jsou laserové modely souřadnicových měřicích systémů k dispozici pouze velkým průmyslovým komplexům, stejně jako výzkumným střediskům.